欢迎光临江苏中凯探伤设备制造有限公司官方网站!我公司专业从事磁粉探伤机,磁粉探伤仪,退磁机,清洗机,磁粉探伤附件等设备。咨询热线:0515-82625999。
咨询热线:
0515-82625999
网站首页
关于我们
公司形象
资质证书
服务团队
新闻资讯
企业新闻
行业资讯
常见问题
产品展示
磁粉探伤机
磁粉探伤仪
退磁机
清洗机
探伤附件
成功案例
汽车/摩托
石油机械
航空航天
合作伙伴
在线留言
工程业绩
合作伙伴
资质证书
解决方案
销售网络
售后服务
以旧换新
航空伙伴
石油伙伴
联系我们
友情链接
网站地图
在线咨询
热门关键词: 烟囱新建 烟囱防腐 烟囱美化 高耸构筑物亮化 钢结构防腐 聚脲防腐
您的位置:
首页
>
产品展示
>
磁粉探伤机
>
环形件磁粉探伤机
产品展示
磁粉探伤机
专用磁粉探伤机
轴类磁粉探伤机
渗透磁粉探伤机
环形件磁粉探伤机
前桥前轴磁粉探伤机
回转支承磁粉探伤机
铁道专用磁粉探伤机
油田专用磁粉探伤机
汽车零部件磁粉探伤机
磁粉探伤仪
便携式磁粉探伤仪
移动式磁粉探伤仪
退磁机
平台式退磁机
输送带退磁机
手推式退磁机
清洗机
超声波清洗机
退磁清洗机
探伤附件
剩磁计
荧光磁粉
紫外灯
材料效果图
咨询热线
18066129898
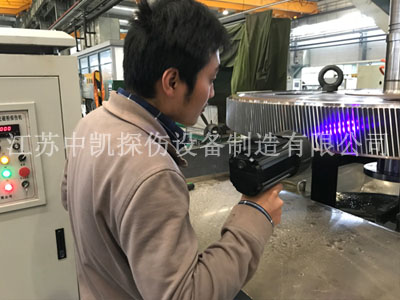
ZK-XII型大型齿轮磁轭式旋转磁场荧光磁粉探伤机
在线咨询
全国热线
18066129898
详情
/ Introduction
一、本机探伤原理描述
ZK-XII型大型齿轮磁轭式旋转磁场荧光磁粉探伤机,是针对大型带轴齿轮磁粉探伤的机电分立式、多组合结构专用探伤设备。它的磁化原理和机械结构是根据大型带轴齿轮具体形状而设计。适用于检测齿轮工件因锻造、铸造、热处理、冷加工所造成的细微裂纹,在不破坏其外观质量和金相组织的情况下,作直观显示检查。
由于大型带轴齿轮其齿轮直径大于2000mm,中心无孔,所以不适用中心孔穿棒通电即中心导电法探伤,另外虽然有齿轮轴,但齿轮直径太大,如果采用齿轮轴夹紧通电,则通电电流需大于20000A,而且齿尖探伤效果差,同时这么大的电流其用电功率太大,其纵向又无法采用线圈磁化。所以大型带轴齿轮无法一次性复合磁化。综上所述,本设备采用十字交叉磁轭旋转磁场分段磁化,即采用二只磁轭铁芯组成空间十字形,形成二个方向的磁场,对齿轮进行电磁感应复合磁化,由于采用二只磁轭铁芯组成空间十字形,且二只磁轭线圈分别通入交流工频电AB相和BC相,由于交流工频电AB相和BC相其相位差为1200,所以其产生的磁场形成一个旋转磁场。其旋转磁场作用于工件时在任何时刻与裂纹缺陷都有交叉垂直,故能检测出齿轮上任何方向的裂纹缺陷。本磁化方法适合连续法探伤,在不破坏齿轮外观质量和金相组织的情况下,作直观显示检查。设备采用人机界面系统,进行人机对话。通过人机界面系统和PLC系统有机的结合和通讯,设置的所有功能动作,均可在人机界面完成。
本机是参照德国DIN标准、并严格执行JB/T8290-2011 《磁粉探伤机》标准设计制造的机电分立式设备(电器柜与操作主机分开)。设备电器柜上有一操作主面板和一床身主机前操作副面板。设备采用PLC可编程序控制器与人机界面触摸屏通讯,由PLC可编程序控制器在后台控制,用人机界面触摸屏进行探伤控制和有关参数的设定(如磁化时间、齿轮转动分段磁化观察次数),并对PLC输入、输出点进行实时监控,该系统操作界面美观大方,操作简单。齿轮转动分段磁化观察、十字磁轭旋转磁场磁化器的移动、升降、喷洒磁悬液、电流控制、充磁、退磁等整个检测过程,除观察裂纹外,全部由PLC可编程序控制器控制相应的伺服机构自动完成,因而工作效率高,运行可靠,是目前磁粉探伤设备中对大型齿轮探伤较理想的自动化控制系统。
本机二路磁轭的磁化主电路采用晶闸管可控模块无级调流,晶闸管可控模块的触发控制电路采用专用触发线路板,利用改变晶闸管可控模块导通角来调节主电路磁轭输出电流的大小,磁化电流连续可调,并具有断电相位控制功能,磁化方式为全方位一次性磁化。设备采用专用数字显示表,精确度高,可设定磁化电流的上下限报警范围,当磁化电流超出规定指示值,设备自动停机并发出声光报警信号,彻底避免了工件在探伤过程的漏检。退磁采用齿轮转动远离磁化器的方法退磁,无需另配退磁机。本机为半自动磁粉探伤设备,在操作上分手动和自动程序控制。手动时各机械动作和充、退磁均单独工作;自动时整个机械动作和充、退磁均由可编程序控制器(PLC)编程好的程序连锁控制执行各项指定动作。全部模块化设计,安全可靠,操作维护及其方便。
推荐
/ Hot product
友情链接:
磁粉探伤机
QQ咨询
热线电话
0515-82625999
返回顶部